数控车床厂家电话
15653996966
数控车床厂家电话
15653996966
作者:金星机床发布时间:2017-03-20 09:41:31

高光加工技术是随着数控加工技术发展兴起的一种全新的表面切削技术,它是在高速切削技术的概念的基础上发展出来的。德国的萨洛蒙博士在 年做过着名的高速切削实验,证明材料切削过程中切削速度存在一个临界值,在常规状态下,切削力会随切削速度提升而增加,切削温度提高,但当切削速度达到了临界值时,随着切削速度增大,切削力反而下降。
在高速加工尤其是高光加工时金刚石对有色金属有得天独厚的优势.
1)其物理性能中导热系数大,可以在加工过程中及时带走产生的热量,因此可以不适用冷却液。
2)金刚石对有色金属亲和力特别小,与有色金属摩擦系数小,切削不易粘刀,因而不容易产生积屑瘤,故刀刃可以始终对工件进行切削,光亮度可以得到保证。
3)金刚石具有亲油耐水的特性,排屑顺畅,保证了刀具清洁,刃口锋利。
高光技术的发展是对高速切削的进一步发展是对特殊材料用高速加工时,高光洁度达不到要求的一次精加工。
高光技术一般是使用CNC机床,使用大局进行快速切削,在切削金属表面形成高光拉丝效果。切削金属过程中由于发热会使金属表面产生一层氧化膜使得加工表面持续光亮。
高光加工加工原理是将天然石颗粒以一定角度装夹固定,在20000rpm的高速CNC上以300m/min的线速度切削零件,刀具按照程序运功,最终形成光亮区。可以实现传统加工不能实现的高亮度,表面粗糙度达到Ra0.1μm-0.3μm。
工艺参数的选择
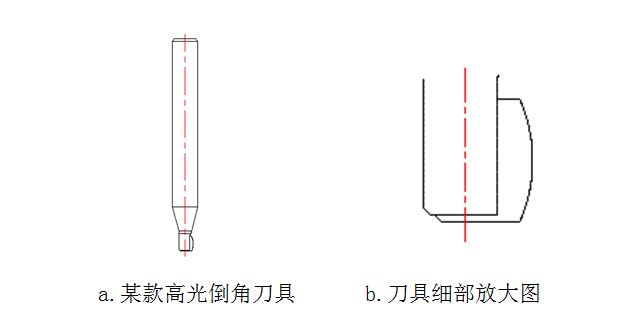
以手机外壳高亮倒角为例,主轴转速16000-18000rpm,切削线速度约为300m/min左右,进给量300-500mm/min,切削深度0.1-0.2mm。
由于承受铝加工的能力差,容易产生拉伤,故要达到镜面效果,需要刀具较为锋利.一般才有下面的刀具角度前角 γ≦-3°-5°,前角刃宽 b=0.5mm(参考值),后角α=5°,刀尖角ε120-130°。
切削液
由于金刚石刀具热导系数大,切削量不大,故可以考虑不使用冷却液,但是需要吹气以防止碎屑粘到刀具上。必须使用冷却液时,应当对特别注意切削液的过滤,防止切削液中的铝屑对工件和刀具造成不必要的伤害
然而金刚石有如下特点需要我们在实际工作中注意:
(1)金刚石刀具耐冲击性差,在冲击力作用下容易崩刃
(2)由于刀具转速高,当主轴及刀具装夹好后,需要做平衡校验
(3)NC机台的重复定位精度需要校正,否则容易产生刀纹。
总结:
随着制造技术的发展,越来越多新技术应用到我们的加工作业。高光技术和高速切削技术进一步提升了工业品的美观程度。未来相信随着技术使用成本的降低会应用到更多的长河中,而这些都需要我们从业者勤于实践,勇于创新。
相关搜索:
数控机床
自动化加工单元
普通机床

 鲁公网安备 37131102371344号
鲁公网安备 37131102371344号




